









assistant_photo
Worldwide express shipping
Language:
assistant_photo
Worldwide express shipping
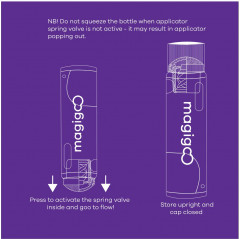
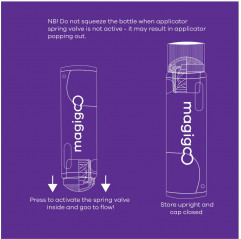
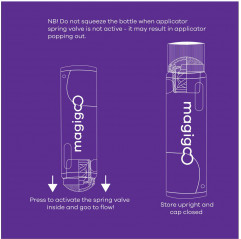
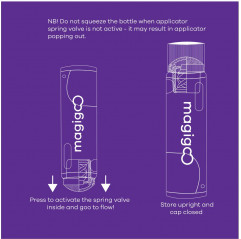
Metal Adhesive - Magigoo

19200008
€46.99
VAT included
Shipping excluded
Immediate Availability
Price from €44.64
Dispatch in 24/48H
Volume discounts
| Quantity | Price |
|---|---|
| 2 | €44.64 |
You might need



9 Similar Products:










Related articles on blog


- Images




