









assistant_photo
Weltweiter Expressversand
Sprache:
assistant_photo
Weltweiter Expressversand
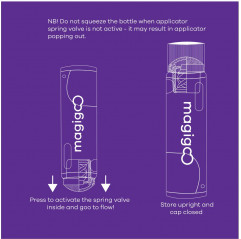
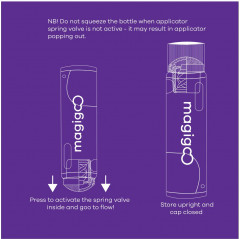
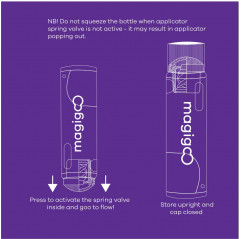
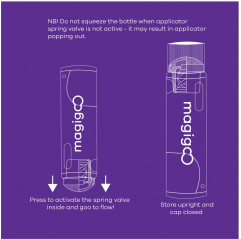
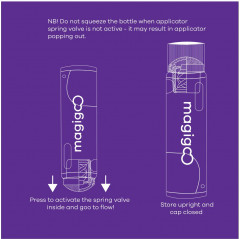
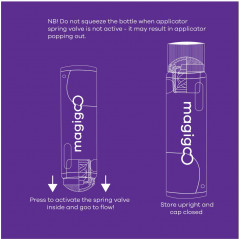
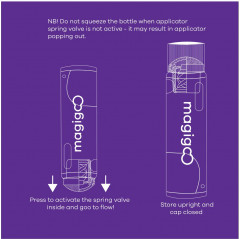
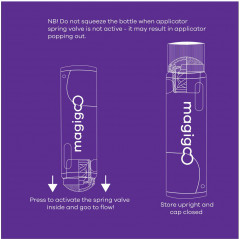
Metallkleber - Magigoo

19200008
46,99 €
Bruttopreis
ohne Versandkosten
Auf Lager
Price from 44,64 €
Versandbereit in 24/48H
Mengenrabatt
| Menge | Preis |
|---|---|
| 2 | 44,64 € |
Du brauchst vielleicht



9 Ähnliche Produkte













- Images




