











assistant_photo
Weltweiter Expressversand
Sprache:
assistant_photo
Weltweiter Expressversand
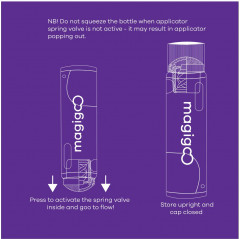
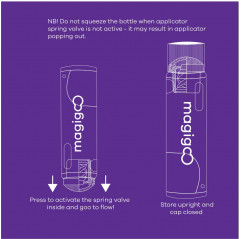
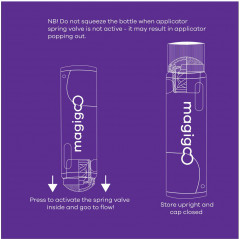
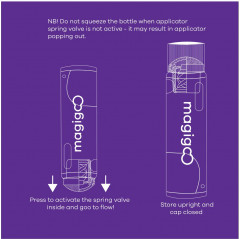
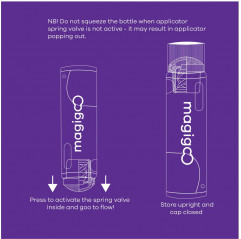
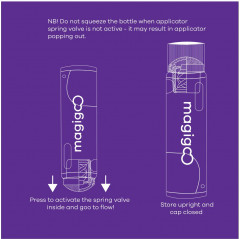
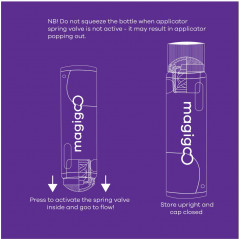
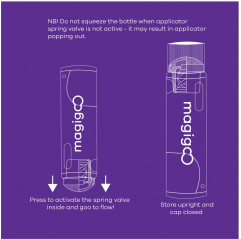
Flex-Kleber - Magigoo

19200006
22,99 €
Bruttopreis
ohne Versandkosten
Jetzt vorbestellen
Price from 21,84 €
Lieferzeiten in den Lagerdetails angegeben
Mengenrabatt
| Menge | Preis |
|---|---|
| 2 | 21,84 € |
Du brauchst vielleicht


9 Ähnliche Produkte










Kunden kauften auch












Ähnliche Blog Artikeln





- Images





