











assistant_photo
Worldwide express shipping
Language:
assistant_photo
Worldwide express shipping
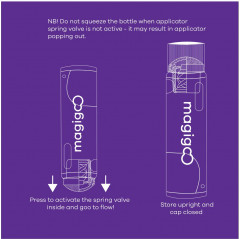
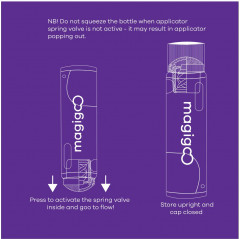
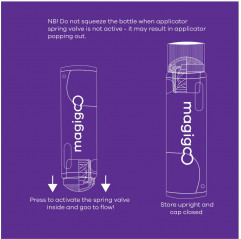
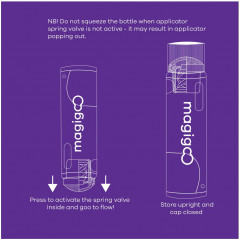
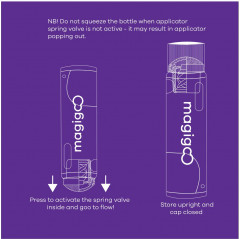
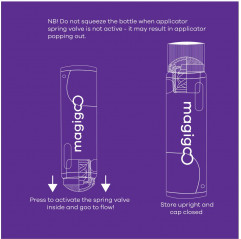
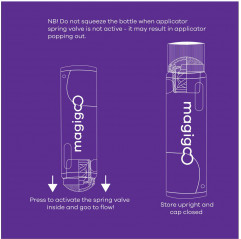
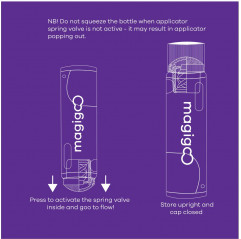
Flex Adhesive - Magigoo

19200006
€22.99
VAT included
Shipping excluded
Pre-order Now
Price from €21.84
Delivery times indicated in stock details
Volume discounts
| Quantity | Price |
|---|---|
| 2 | €21.84 |
You might need


9 Similar Products:










Customers also bought








€3.22€4.03Regular price-20% offPrice










- Images





