Vi informiamo che, i nostri uffici sono chiusi dal 29/05 al 02/06. Gli ordini effettuati dopo le 12:00 di giovedì 28/05 saranno presi in carico dalla giornata di mercoledì 03/06.
3DLAC Plus è una lacca a base di copolimero termoplastico, adatta alla stampa 3D FFF o FDM.
3DLAC Plus è l?ultimo progresso nella ricerca e nello sviluppo di 3DLAC.
Come 3DLAC, anche 3DLAC Plus con una leggera nebbia sulla superficie è sufficiente per tenere completamente il primo layer alla base, ma con meno quantità di prodotto e più fissaggio.
Inoltre questo formato permette di portare 3DLAC PLUS ovunque.
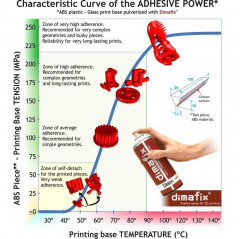
Utilizzabile sia per le stampanti con piano riscaldato che per quelle senza.
CARATTERISTICHE
Asciugatura ultra rapida
Diffusione focalizzata
Alta durata (oltre 100 usi)
Facilità di applicazione
Pulizia ad acqua
Buone prestazioni anti-warping con vari materiali ABS, PLA, PETG ...
Adesione su qualsiasi superficie
Proprietà di fissaggio intelligente
Prodotto riconosciuto dall'Istituto Tossicologico Spagnolo
APPLICAZIONI
3DLAC può essere applicato su una moltitudine di materiali, sui quali si vuole stampare con stampanti 3D. A seconda del materiale, si possono ottenere diverse adesioni. È consigliato fare delle prove prima di stampare pezzi di grandi dimensioni con certi materiali tecnici. Una maggiore quantità di spray aiuta a rendere l'adesione più forte. Quando rimuovete le parti, fate particolare attenzione a come lo fate, è raccomandato lasciare raffreddare la superficie e, se necessario, dare alla parte un leggero colpetto per allentarla facilmente.
ISTRUZIONI PER L'USO
Agitare lo spray prima dell'uso, per circa un minuto.
Applicare su superfici pulite e asciutte. Raccomandato per vetro, specchi, alluminio e qualsiasi superficie liscia. Sulle superfici di plastica, è raccomandato testare prima il comportamento del prodotto.
Applicare uno strato sottile per ottenere i migliori risultati.
Capovolgere lo spruzzatore per spurgare la valvola dopo l'uso.
Se il diffusore è intasato, usare un batuffolo di cotone per applicare una piccola quantità di alcol all'ugello.
Utilizzare sempre in aree ventilate.
Evitare l'applicazione verso dispositivi elettronici.
Dopo l'uso, pulire il diffusore per mantenerlo in buone condizioni ed evitare intasamenti.
Evitare l'uso da parte dei bambini.
CARATTERISTICHE FISICHE
Tipo di legante: termoplastico
Colore: Trasparente
Lucentezza (ASTM D-523 ISO 2813): Non applicabile
Secco al tatto ( ASTM D-1640 ISO 1517 ): 15''
Secchezza totale ( ASTM D-1640 ISO 1517 ): 1''
Spessore del film secco ( ASTM D-823 ISO 2808 ): 15 µ/strato
Adesione ( ASTM D-3359 ISO 2409 ): 4 B
Copertura teorica (spruzzata sulle pressioni): 1 m²
Diluente: Alcool isopropilico
Vita del prodotto: >5 anni
Sovrapposizione: Sì
Resistenza al calore: 200ºC
Condizioni di applicazione: T. Ambiente minima: 8ºC / T. Superficie da 5ºC a 180°C / Umidità Massima 85% R.H.P.
IMBALLAGGIO
Capacità nominale 100ml
Resistenza al calore del contenitore: <50ºC
L'oggetto che riceverete può differire per alcune caratteristiche da quello rappresentato in foto, a seconda del lotto di produzione. Nonostante ciò, la funzionalità è mantenuta.
Qual è il materiale migliore per pezzi che devono stare all'esterno?
L'ASA è il materiale consigliato per l'uso esterno. A differenza dell'ABS, l'ASA è altamente resistente ai raggi UV, non ingiallisce e mantiene le sue proprietà meccaniche anche sotto l'esposizione diretta del sole e degli agenti atmosferici.
Perché la mia stampa in PETG presenta molti "fili" (stringing)?
Il PETG è un materiale molto viscoso. Per ridurre lo stringing, è fondamentale calibrare correttamente la temperatura di stampa e la distanza di ritrazione. Inoltre, assicurati che il filamento sia asciutto, poiché l'umidità assorbita peggiora drasticamente questo fenomeno.
Posso mescolare resine di marche diverse?
In generale è sconsigliato, poiché ogni resina ha tempi di esposizione e composizioni chimiche differenti. Mescolarle potrebbe portare a fallimenti di stampa o a una polimerizzazione incompleta del pezzo.
Come si smaltiscono i residui di resina 3D?
La resina liquida è considerata un rifiuto speciale. Non deve mai essere gettata negli scarichi domestici. È necessario polimerizzare i residui liquidi (esponendoli al sole o a lampade UV) fino a renderli solidi, dopodiché possono essere smaltiti seguendo le normative locali sui rifiuti plastici speciali.
Qual è la differenza tra una piastra in alluminio normale e una rettificata 5083?
La piastra normale può presentare curvature invisibili all'occhio ma enormi per l'ugello di una stampante 3D. La piastra 5083 rettificata è lavorata meccanicamente per essere perfettamente piana e distesa termicamente, il che significa che non si "imbarcherà" mai quando la riscaldi a 80-100°C.
Posso incollare un tappetino riscaldante direttamente sulla piastra magnetica?
No, il tappetino riscaldante deve essere applicato sulla parte inferiore della piastra rigida (alluminio). La superficie magnetica va applicata sulla parte superiore. Il calore passerà attraverso l'alluminio e la base magnetica per scaldare la superficie in PEI o acciaio.
Come si pulisce correttamente una superficie in PEI?
Per mantenere l'adesione al massimo, è sufficiente pulire la superficie con alcool isopropilico (IPA) tra una stampa e l'altra. Se l'adesione cala drasticamente dopo molti utilizzi, un lavaggio con acqua tiepida e sapone neutro per piatti aiuterà a rimuovere i residui grassi delle dita.
È necessario isolare il piano di stampa sotto il riscaldatore?
Non è obbligatorio, ma è caldamente consigliato. L'isolamento riduce i tempi di riscaldamento del 30-50% e mantiene la temperatura molto più stabile, evitando che il calore residuo interferisca con il funzionamento dei sensori o dei motori situati sotto il piano.