
In Magazzino

- Scorte: In magazzino
*
*Spedizioni regolari su tutto il territorio
SPEDIZIONE GRATUITA da 89€ per l'Italia
SPEDIZIONE GRATUITA da 89€ per l'Italia

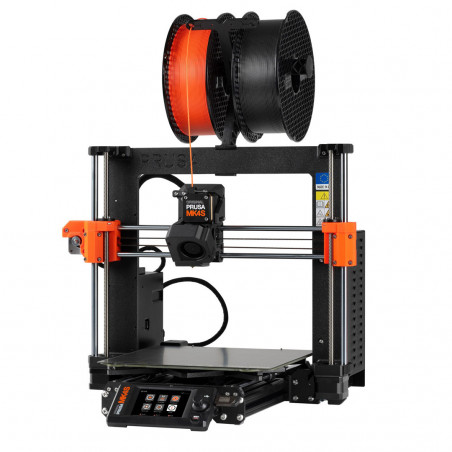
Le stampanti 3D FDM e FFF depositano filamento termoplastico fuso strato per strato per produrre parti funzionali, prototipi meccanici e componenti di grado industriale. In questa sezione trovi stampanti 3D FDM desktop e professionali selezionate per architettura meccanica, qualità del gruppo di estrusione, compatibilità con materiali tecnici e disponibilità di ricambi. Sistemi cartesiani per facilità di manutenzione, sistemi CoreXY per velocità elevate, macchine con camera chiusa per ABS, ASA, Nylon e materiali caricati.
FDM (Fused Deposition Modeling) è il marchio registrato originariamente da Stratasys. FFF (Fused Filament Fabrication) è il termine open source coniato dal progetto RepRap per indicare lo stesso processo. Nella pratica sono identici: fusione e deposizione di filamento termoplastico strato per strato. Tutta la documentazione, il firmware e la community open source usa FFF; i produttori commerciali usano spesso FDM. La distinzione non ha rilevanza tecnica nell'acquisto.
Per ABS, ASA, Nylon e materiali tecnici che richiedono un ambiente di stampa stabile e privo di correnti d'aria. La camera chiusa mantiene la temperatura attorno al pezzo durante tutta la stampa, eliminando il warping e la delaminazione tra layer che affliggono questi materiali su macchine aperte.
La qualità del gruppo hotend determina la stabilità della temperatura di estrusione, la compatibilità con i materiali e la frequenza di manutenzione. Un hotend che non mantiene la temperatura impostata introduce sotto-estrusione intermittente difficile da diagnosticare. Le macchine nel catalogo DHM montano hotend capaci di raggiungere le temperature necessarie per PLA, PETG, ABS, ASA, Nylon e materiali caricati con fibra di carbonio.
I piani riscaldati delle macchine selezionate coprono le temperature necessarie per tutti i materiali standard: almeno 60 °C per PLA, 80–90 °C per PETG, 100–110 °C per ABS e ASA. Le superfici di stampa includono vetri borosilicati e piani magnetici in PEI che facilitano il distacco dei pezzi a freddo senza spatole.
DHM-online non è solo un rivenditore di stampanti 3D: è il fornitore della componentistica meccanica che le stampanti FDM usano internamente. Guide lineari, cinghie GT2 e Gates, motori NEMA 17, driver TMC, profili in alluminio serie 20 sono nel catalogo come componenti acquistabili separatamente. Questo significa ricambi sempre disponibili, upgrade documentati e compatibilità verificata tra la macchina acquistata e i componenti di sostituzione.
PLA e PETG sì su quasi tutte le macchine desktop. ABS, ASA e Nylon richiedono piano riscaldato che raggiunga almeno 100 °C e preferibilmente camera chiusa: senza questi requisiti il warping su pezzi di dimensioni medie è quasi inevitabile. Prima di acquistare una macchina per materiali tecnici, verifica la temperatura massima del piano e se la macchina ha camera chiusa o se è possibile aggiungerla.
L'ugello da 0,4 mm è il compromesso standard tra dettaglio e velocità. Il 0,2 mm aumenta il dettaglio ma rallenta la stampa significativamente. Il 0,6–0,8 mm riduce il dettaglio ma aumenta la portata volumetrica: utile per pezzi meccanici grandi dove la qualità superficiale fine non è richiesta. Per filamenti abrasivi (fibra di carbonio, fibra di vetro) serve ugello in acciaio indurito o metallo duro: l'ottone si consuma in poche decine di ore.
Il primo layer è la fondazione dell'intera stampa: se il piano non è parallelo all'ugello, il filamento non aderisce correttamente e la stampa fallisce o produce un primo layer irregolare che compromette tutti gli strati successivi. I sistemi ABL (Automatic Bed Leveling) con sensori BLTouch o induttivi compensano elettronicamente le imperfezioni del piano, eliminando la necessità di livellamento manuale preciso prima di ogni stampa.
Ci sono 14 prodotti.