

PA ColorFabb
ColorFabb
19150012
Scheda Prodotto
Accedi per scaricare la Scheda Prodotto
- Scorte: In magazzino
*
*Spedizioni regolari su tutto il territorio
SPEDIZIONE GRATUITA da 89€ per l'Italia
SPEDIZIONE GRATUITA da 89€ per l'Italia
La PA (Poliammide) – universalmente nota come Nylon – è il materiale per la stampa 3D FDM quando servono tenacità eccezionale, resistenza all'usura prolungata, autolubrificazione e stabilità chimica agli idrocarburi e agli oli industriali. Non è un upgrade del PLA o del PETG: è un cambio di categoria. Gli ingranaggi stampati in PA non si usurano come quelli in PLA. Le boccole in Nylon non richiedono lubrificanti esterni. I componenti meccanici in PA assorbono l'energia degli urti deformandosi invece di spezzarsi, la caratteristica che distingue un materiale tenace da uno semplicemente rigido.
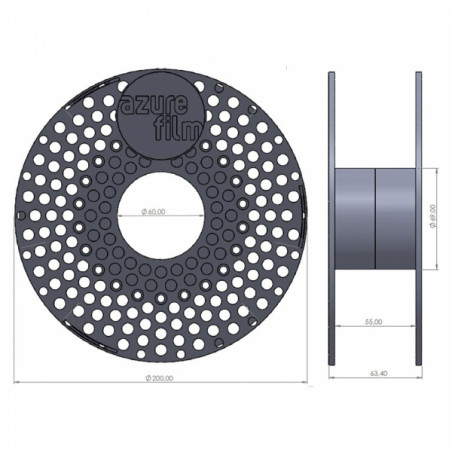
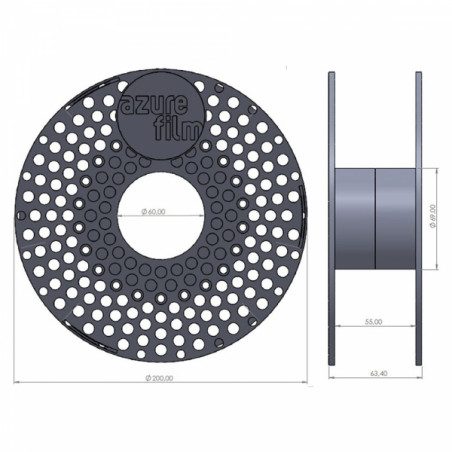
Su DHM-online trovi filamento PA in formulazioni PA6, PA12 e PA66, pure e caricate con fibra di carbonio (PA+CF) e fibra di vetro (PA+GF), bobine da 1 kg, diametro 1,75 mm, da produttori selezionati per costanza del diametro, purezza del polimero e documentazione tecnica completa.
PA6 – ottima finitura superficiale, eccellente resistenza agli urti, maggiore assorbimento d'umidità rispetto alle altre varianti. Per pezzi meccanici che richiedono il miglior bilanciamento tra tenacità e finitura superficiale.
PA12 – assorbimento d'umidità molto inferiore alla PA6, stabilità dimensionale superiore, più facile da stampare. La variante consigliata per chi inizia con il Nylon: minore sensibilità all'igroscopia significa meno variabili da controllare durante la stampa. Resistenza chimica e meccanica eccellenti per la maggior parte delle applicazioni industriali.
PA66 – le prestazioni termiche e meccaniche più elevate della famiglia: temperatura di esercizio continuo superiore, modulo di trazione più alto, durezza superficiale massima. La scelta per componenti soggetti ai carichi meccanici più intensi. È anche la più complessa da stampare: ritiro termico elevato, warping severo, richiede camera chiusa ben termostatata.
La PA è altamente igroscopica. Assorbe l'umidità dall'aria più rapidamente di quasi tutti gli altri filamenti: in un ambiente con umidità relativa superiore al 50%, una bobina di PA12 aperta degrada sensibilmente in 4–8 ore. La PA6 è ancora più igroscopica.
PA6: migliore finitura, alta resistenza agli urti, più igroscopica. PA12: meno igroscopica, più facile da stampare, eccellente stabilità dimensionale. PA66: prestazioni termiche e meccaniche massime della famiglia, più difficile da stampare.
Per pezzi piccoli sì. Per pezzi medi e grandi, la camera chiusa è quasi necessaria per evitare warping e delaminazione.
Per PA pura sì. Per PA+CF e PA+GF: ugello in acciaio temprato obbligatorio.
Ci sono 25 prodotti.