Vi informiamo che, i nostri uffici sono chiusi dal 29/05 al 02/06. Gli ordini effettuati dopo le 12:00 di giovedì 28/05 saranno presi in carico dalla giornata di mercoledì 03/06.
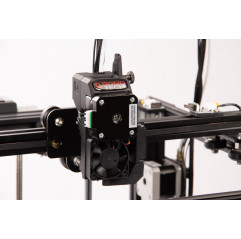
Montare un sensore di livellamento del letto BL Touch sul DDX.
Parte realizzata in PA12 (nylon) con processo di stampa 3D SLS.
Migliore finitura superficiale e maggiore resistenza alla temperatura di lavoro.
La regolazione precisa dell'altezza da utilizzare con gli hotend Copperhead.
Questo supporto BL Touch è consigliato per installare il popolare sensore di livellamento del letto sul nostro Bondtech DDX Direct Drive eXtruder per Creality. Questa versione PA12 consente temperature di lavoro più elevate rispetto alla sua controparte FDM.
La versione Copperhead ha uno schema di fori per mantenere il supporto all'altezza specifica per utilizzare l'hotend Copperhead di Slice Engineering.
Il prodotto include:
1x SLS Copperhead BL Touch Mount per DDX
Per le specifiche tecniche vi invitiamo a visitare la pagina di supporto dedicata ai prodotti Bondtech: https://support.bondtech.se
L'oggetto che riceverete può differire per alcune caratteristiche da quello rappresentato in foto, a seconda del lotto di produzione. Nonostante ciò, la funzionalità è mantenuta.
Qual è la differenza tra un estrusore Single Drive e uno Dual Drive?
L'estrusore Single Drive utilizza un solo ingranaggio motorizzato e un cuscinetto a pressione. Il sistema Dual Drive utilizza due ingranaggi controrotanti che afferrano il filamento da entrambi i lati, garantendo una forza di spinta doppia e riducendo drasticamente lo slittamento, specialmente con filamenti tecnici o velocità elevate.
Quando dovrei sostituire l'ugello (nozzle)?
L'ugello va sostituito quando si notano problemi di stampa, specialmente superficiali, o se il diametro del foro si è allargato a causa dell'usura (comune con materiali abrasivi). Un ugello in ottone usato con fibra di carbonio può rovinarsi in poche ore di stampa, mentre uno in acciaio temprato può durare mesi.
Perché il mio estrusore scatta (fa rumore di "clic") durante la stampa?
Il rumore di scatto indica che il motore non riesce a spingere il filamento. Le cause, tra le altre, possono essere un ugello parzialmente ostruito, una temperatura di stampa troppo bassa, o una velocità di estrusione eccessiva per le capacità termiche del tuo hotend, un meccanismo non adeguato al tipo di filamento utilizzato.