Dimafix® is a product from DIMA 3D to be used for better adhesion of material on the print surfaces of heated-platen FDM printers.
Dimafix® Spray is the spray can format.
What are the features of Dimafix Spray?
Dimafix provides a strong grip between the printed material and the printing surface so that "warping" is no longer a problem even in large ABS prints.
DimaFix spray is an adhesive for 3D printers that requires a heated print bed.
Dimafix is an aerosol adhesive spray in a 400mL size that provides a strong bond between the first layer and the build plate when the platen is heated above 60°C.
Below 45°C DimaFix becomes inactive, so prints can be easily removed from the build plate.
The adhesive spray is completely soluble in water, so cleaning the build plate is an easy process, whatever your printing surface.
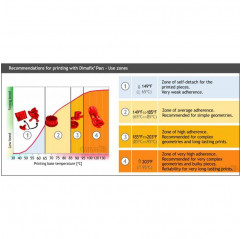
At what heated platen temperatures can Dimafix Spray be used?
Different temperatures of the printing surface result in different levels of adhesion.
Below 60°C: no adhesion, objects can be peeled off the plate
60 - 75°C: medium adhesion, for simple geometries
75 - 95°C: high adhesion, for complex geometries and long prints
Above 95°C: very high adhesion, for very complex geometries and very long prints
How to apply Dimafix spray correctly?
Shake Dimafix Spray well before use
Clean the print bed of your 3D printer
Check that the temperature of the platen is below 50°C
Apply Dimafix Spray to the print bed (when the bed is cold)
Wait a few seconds for the adhesive layer to dry
Heat the print bed to the appropriate temperature for the filament used and start printing
When printing is finished, wait for the print bed to cool down
Remove the printed piece from the printing table (when the table is cold)
Since these are chemical compounds, it is preferable to use them in a well-ventilated room.
Package contains: 1 x DimaFix Spray - fixative for 3D printing
Warnings:
P101 - In case of consultation with a physician, have the container or product label available.
P102 - Keep out of reach of children.
P103 - Read label before use.
P210 - Keep away from heat, hot surfaces, sparks, open flames or other sources of ignition. Do not smoke.
P211 - Do not spray on an open flame or other source of ignition.
P251 - Do not pierce or burn, even after use.
P260 - Do not breathe dust/fume/gas/mist/vapors/aerosols.
P271 - Use only outdoors or in a well-ventilated place.
P410+P412 - Protect from sunlight. Do not expose to temperatures above 50 °C/122°F.
P501 - Dispose of product/recipient in accordance with local/national regulations.
Hazard statements:
H222 - Highly flammable aerosol.
H229 - Pressurized container: may burst if heated.
For more information contact us.
The material you receive may differ in some characteristics from that depicted in the photo, depending on the production batch. Despite this, functionality is maintained.
Qual è il materiale migliore per pezzi che devono stare all'esterno?
L'ASA è il materiale consigliato per l'uso esterno. A differenza dell'ABS, l'ASA è altamente resistente ai raggi UV, non ingiallisce e mantiene le sue proprietà meccaniche anche sotto l'esposizione diretta del sole e degli agenti atmosferici.
Perché la mia stampa in PETG presenta molti "fili" (stringing)?
Il PETG è un materiale molto viscoso. Per ridurre lo stringing, è fondamentale calibrare correttamente la temperatura di stampa e la distanza di ritrazione. Inoltre, assicurati che il filamento sia asciutto, poiché l'umidità assorbita peggiora drasticamente questo fenomeno.
Posso mescolare resine di marche diverse?
In generale è sconsigliato, poiché ogni resina ha tempi di esposizione e composizioni chimiche differenti. Mescolarle potrebbe portare a fallimenti di stampa o a una polimerizzazione incompleta del pezzo.
Come si smaltiscono i residui di resina 3D?
La resina liquida è considerata un rifiuto speciale. Non deve mai essere gettata negli scarichi domestici. È necessario polimerizzare i residui liquidi (esponendoli al sole o a lampade UV) fino a renderli solidi, dopodiché possono essere smaltiti seguendo le normative locali sui rifiuti plastici speciali.
Qual è la differenza tra una piastra in alluminio normale e una rettificata 5083?
La piastra normale può presentare curvature invisibili all'occhio ma enormi per l'ugello di una stampante 3D. La piastra 5083 rettificata è lavorata meccanicamente per essere perfettamente piana e distesa termicamente, il che significa che non si "imbarcherà" mai quando la riscaldi a 80-100°C.
Posso incollare un tappetino riscaldante direttamente sulla piastra magnetica?
No, il tappetino riscaldante deve essere applicato sulla parte inferiore della piastra rigida (alluminio). La superficie magnetica va applicata sulla parte superiore. Il calore passerà attraverso l'alluminio e la base magnetica per scaldare la superficie in PEI o acciaio.
Come si pulisce correttamente una superficie in PEI?
Per mantenere l'adesione al massimo, è sufficiente pulire la superficie con alcool isopropilico (IPA) tra una stampa e l'altra. Se l'adesione cala drasticamente dopo molti utilizzi, un lavaggio con acqua tiepida e sapone neutro per piatti aiuterà a rimuovere i residui grassi delle dita.
È necessario isolare il piano di stampa sotto il riscaldatore?
Non è obbligatorio, ma è caldamente consigliato. L'isolamento riduce i tempi di riscaldamento del 30-50% e mantiene la temperatura molto più stabile, evitando che il calore residuo interferisca con il funzionamento dei sensori o dei motori situati sotto il piano.