Dimafix® ist ein Produkt von DIMA 3D zur besseren Haftung von Material auf den Druckflächen von FDM-Druckern mit beheizter Walze.
Dimafix® Spray ist das Spraydosenformat.
Was sind die Merkmale von Dimafix Spray?
Dimafix bietet einen starken Halt zwischen dem bedruckten Material und dem Druckbett, so dass "Verziehen" auch bei großen ABS-Drucken kein Problem mehr ist.
DimaFix Spray ist ein Klebstoff für 3D-Drucker, der ein beheiztes Druckbett erfordert.
Dimafix ist ein Aerosol-Klebespray im 400-ml-Format, das eine starke Verbindung zwischen der ersten Schicht und der Bauplatte herstellt, wenn die Platte auf über 60 °C erhitzt wird.
Unter 45°C wird DimaFix inaktiv, so dass die Drucke leicht von der Bauplatte entfernt werden können.
Das Klebespray ist vollständig wasserlöslich, so dass die Reinigung der Bauplatte unabhängig von der Druckoberfläche ein einfacher Prozess ist.
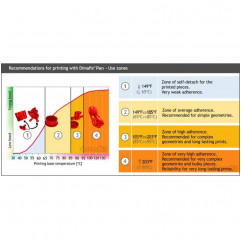
Bei welchen Heizplattentemperaturen kann Dimafix Spray verwendet werden?
Die unterschiedlichen Temperaturen der Druckplatte führen zu unterschiedlichen Haftungsebenen.
Unter 60°C: keine Haftung, Gegenstände können von der Platte abgelöst werden
60 - 75°C: mittlere Haftfestigkeit, für einfache Geometrien
75 - 95°C: hohe Haftfestigkeit, für komplexe Geometrien und lange Drucke
Über 95°C: sehr hohe Haftung, für sehr komplexe Geometrien und sehr lange Drucke
Wie wendet man das Spray Dimafix richtig an?
Vor Gebrauch gut schütteln Dimafix Spray
Reinigen Sie das Druckbett Ihres 3D-Druckers
Prüfen Sie, ob die Tischtemperatur unter 50°C liegt.
Dimafix Spray auf das Druckbett (Kaltbett) auftragen
Warten Sie ein paar Sekunden, bis die Klebeschicht getrocknet ist.
Heizen Sie das Druckbett auf eine für das verwendete Filament geeignete Temperatur auf und beginnen Sie mit dem Druck.
Nach dem Druck warten, bis das Druckbett abgekühlt ist
Entnehmen Sie das bedruckte Teil aus dem Druckbett (Kaltbett)
Da es sich um chemische Verbindungen handelt, sollten sie vorzugsweise in einem gut belüfteten Raum verwendet werden.
Paket enthält: 1 x DimaFix Spray - Fixiermittel für 3D-Druck
Warnungen:
P101 - Wenn Sie einen Arzt aufsuchen, halten Sie den Behälter oder das Etikett des Produkts bereit.
P102 - Darf nicht in die Hände von Kindern gelangen.
P103 - Vor Gebrauch Etikett lesen.
P210 - Von Hitze, heißen Oberflächen, Funken, offenen Flammen oder anderen Zündquellen fernhalten. Rauchen Sie nicht.
P211 - Nicht auf eine offene Flamme oder eine andere Zündquelle sprühen.
P251 - Nicht durchstechen oder verbrennen, auch nicht nach Gebrauch.
P260 - Staub/Rauch/Gas/Nebel/Dämpfe/Aerosol nicht einatmen.
P271 - Nur im Freien oder in einem gut belüfteten Raum verwenden.
P410+P412 - Vor Sonnenlicht schützen. Nicht Temperaturen von mehr als 50 °C/122°F aussetzen.
P501 - Inhalt/Behälter in Übereinstimmung mit den örtlichen/nationalen Vorschriften entsorgen.
Gefahrenhinweise:
H222 - Leichtentzündliches Aerosol.
H229 - Behälter steht unter Druck: kann bei Erwärmung bersten
Für weitere Informationen wenden Sie sich bitte an uns.
Das Material, das Sie erhalten, kann je nach Produktionscharge in einigen Merkmalen von dem auf dem Foto abgebildeten abweichen. Dennoch bleibt die Funktionalität erhalten.
Qual è il materiale migliore per pezzi che devono stare all'esterno?
L'ASA è il materiale consigliato per l'uso esterno. A differenza dell'ABS, l'ASA è altamente resistente ai raggi UV, non ingiallisce e mantiene le sue proprietà meccaniche anche sotto l'esposizione diretta del sole e degli agenti atmosferici.
Perché la mia stampa in PETG presenta molti "fili" (stringing)?
Il PETG è un materiale molto viscoso. Per ridurre lo stringing, è fondamentale calibrare correttamente la temperatura di stampa e la distanza di ritrazione. Inoltre, assicurati che il filamento sia asciutto, poiché l'umidità assorbita peggiora drasticamente questo fenomeno.
Posso mescolare resine di marche diverse?
In generale è sconsigliato, poiché ogni resina ha tempi di esposizione e composizioni chimiche differenti. Mescolarle potrebbe portare a fallimenti di stampa o a una polimerizzazione incompleta del pezzo.
Come si smaltiscono i residui di resina 3D?
La resina liquida è considerata un rifiuto speciale. Non deve mai essere gettata negli scarichi domestici. È necessario polimerizzare i residui liquidi (esponendoli al sole o a lampade UV) fino a renderli solidi, dopodiché possono essere smaltiti seguendo le normative locali sui rifiuti plastici speciali.
Qual è la differenza tra una piastra in alluminio normale e una rettificata 5083?
La piastra normale può presentare curvature invisibili all'occhio ma enormi per l'ugello di una stampante 3D. La piastra 5083 rettificata è lavorata meccanicamente per essere perfettamente piana e distesa termicamente, il che significa che non si "imbarcherà" mai quando la riscaldi a 80-100°C.
Posso incollare un tappetino riscaldante direttamente sulla piastra magnetica?
No, il tappetino riscaldante deve essere applicato sulla parte inferiore della piastra rigida (alluminio). La superficie magnetica va applicata sulla parte superiore. Il calore passerà attraverso l'alluminio e la base magnetica per scaldare la superficie in PEI o acciaio.
Come si pulisce correttamente una superficie in PEI?
Per mantenere l'adesione al massimo, è sufficiente pulire la superficie con alcool isopropilico (IPA) tra una stampa e l'altra. Se l'adesione cala drasticamente dopo molti utilizzi, un lavaggio con acqua tiepida e sapone neutro per piatti aiuterà a rimuovere i residui grassi delle dita.
È necessario isolare il piano di stampa sotto il riscaldatore?
Non è obbligatorio, ma è caldamente consigliato. L'isolamento riduce i tempi di riscaldamento del 30-50% e mantiene la temperatura molto più stabile, evitando che il calore residuo interferisca con il funzionamento dei sensori o dei motori situati sotto il piano.