






assistant_photo
SPEDIZIONE GRATUITA da 89€ per l'Italia
Lingua:
assistant_photo
SPEDIZIONE GRATUITA da 89€ per l'Italia
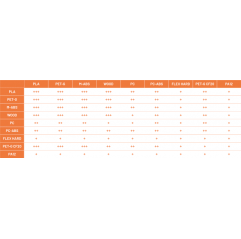
Cleaning filament - 1.75mm - Filamento pulizia ugello - AprintaPRO

19130005
7,99 €
Tasse incluse
Spedizione esclusa
In Magazzino
Da 6,39 €
Evaso in 24/48H
Sconti sul volume
| Quantità | Prezzo |
|---|---|
| 2 | 7,19 € |
| 6 | 6,79 € |
| 12 | 6,39 € |
Ti Potrebbe Servire



7,99 €Prezzo
6 Prodotti Simili




7,99 €Prezzo



I Clienti hanno acquistato anche







2,85 €Prezzo




13,85 €Prezzo

- Images
