In Magazzino

- Scorte: In magazzino
*
*Spedizioni regolari su tutto il territorio
SPEDIZIONE GRATUITA da 89€ per l'Italia
SPEDIZIONE GRATUITA da 89€ per l'Italia

Stampa 3D – Stampanti, Filamenti, Resine e Componentistica su DHM-online. La stampa 3D trasforma file digitali in oggetti fisici senza attrezzaggi costosi, senza stampi e con libertà geometrica che la lavorazione tradizionale non permette. In questa sezione trovi stampanti 3D FDM e a resina, filamenti tecnici, resine fotopolimerizzabili, componenti meccanici di precisione per autocostruzione e upgrade, elettronica e materiali di consumo. Un catalogo pensato per professionisti, aziende e maker che non si accontentano di stampare ma vogliono capire e controllare ogni aspetto della macchina.
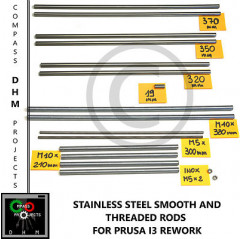
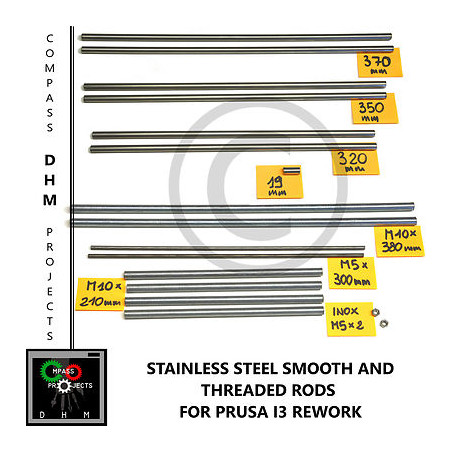
Una stampante 3D stampa bene quanto la qualità dei suoi componenti in movimento lo permette. Questa è la differenza tra DHM-online e un rivenditore generico di stampanti: il catalogo di componentistica meccanica di precisione che permette di costruire, riparare e migliorare qualsiasi macchina FDM.
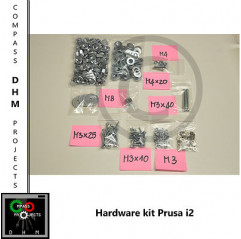
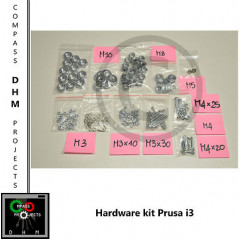
Un piano di stampa livellato con precisione, supportato da viteria di qualità e sensori di livellamento automatico, è la base per eliminare i fallimenti al primo layer nelle sessioni di stampa prolungate.
Dipende dall'uso finale. Per parti funzionali, resistenti e di dimensioni medio-grandi – componenti meccanici, prototipi strutturali, parti per stampanti 3D e robotica – la stampa FDM è la scelta corretta. Per oggetti con dettaglio superficiale estremo, dimensioni contenute e superfici lisce – gioielleria, dentale, modellismo professionale – la stampa a resina non ha alternativa. Le due tecnologie si complementano: molti laboratori e studi di progettazione usano entrambe per applicazioni diverse.
Le stampanti moderne sono molto più accessibili rispetto a dieci anni fa, ma la qualità professionale richiede conoscenza dei parametri di slicing, manutenzione regolare della macchina e componentistica adeguata al materiale usato. La maggior parte dei problemi ricorrenti – stringing, sotto-estrusione, warping, ghosting – hanno cause meccaniche o di impostazione precise e soluzioni note. Il catalogo DHM include tutti i componenti di ricambio e upgrade necessari per mantenere qualsiasi macchina FDM alle sue prestazioni ottimali.
I costi ricorrenti principali sono il materiale di consumo (filamento o resina) e i componenti di usura: ugelli (da sostituire ogni 200–500 ore con materiali standard, più frequentemente con filamenti abrasivi), tubi PTFE, pellicole FEP per stampanti a resina, superfici di stampa. Con componentistica di qualità adeguata il ciclo di vita si allunga significativamente rispetto ai ricambi economici.
Sì, con il materiale e la macchina corretti. ASA per resistenza ai raggi UV e agli agenti atmosferici. ABS e PC per temperature fino a 100–110 °C. Filamenti caricati con fibra di carbonio o fibra di vetro per rigidità strutturale elevata. Per questi materiali serve una stampante con camera chiusa, hotend all-metal e piano riscaldato che raggiunga almeno 100 °C: tentare di stampare ABS o Nylon su una macchina aperta senza camera produce warping e delaminazione indipendentemente dalla qualità del filamento.
Nel sistema direct drive il motore dell'estrusore è montato direttamente sul gruppo testina, a contatto con l'hotend: il filamento percorre pochissimi millimetri prima di entrare nella zona di fusione. Nel sistema bowden il motore è fisso sul telaio e spinge il filamento attraverso un tubo PTFE fino all'hotend. Il direct drive gestisce meglio i materiali flessibili come TPU e riduce i problemi di stringing nei cambi di direzione rapidi, ma aggiunge massa alla testina. Il bowden ha una testina più leggera – vantaggio nelle stampanti ad alta velocità come la VzBoT – ma richiede una calibrazione più precisa del Pressure Advance per compensare il ritardo del filamento nel tubo.
Il diametro dell'ugello determina la larghezza del filamento estruso e quindi la risoluzione e la velocità di stampa. L'ugello da 0,4 mm è lo standard universale: bilancia dettaglio e velocità per la maggior parte delle applicazioni. Un ugello da 0,2–0,25 mm aumenta il dettaglio superficiale ma rallenta drasticamente la stampa. Un ugello da 0,6–0,8 mm o superiore riduce il dettaglio ma aumenta la portata volumetrica, utile per pezzi grandi dove la qualità superficiale fine non è richiesta. Per filamenti caricati con fibra di carbonio o fibra di vetro serve sempre un ugello in acciaio indurito o in metallo duro: il materiale abrasivo consuma un ugello in ottone standard in poche decine di ore.
Il warping è la deformazione del pezzo durante la stampa: gli angoli e i bordi si sollevano dal piano perché il materiale si ritira raffreddandosi in modo non uniforme. È il problema più comune con ABS, ASA e Nylon. Si previene con una combinazione di fattori: piano riscaldato alla temperatura corretta per il materiale, camera chiusa che mantiene la temperatura ambiente attorno al pezzo durante tutta la stampa, adesivo tecnico adeguato al materiale (Magigoo, Dimafix) e, dove possibile, orientamento del pezzo che minimizza le superfici a contatto con il piano. Con PLA e PETG il warping è raro; con ABS senza camera chiusa è quasi inevitabile sui pezzi grandi.
La sotto-estrusione – strati incompleti, superficie porosa, fili mancanti – e la sovra-estrusione – rigonfiamenti, eccesso di materiale agli angoli – hanno quasi sempre cause meccaniche o di calibrazione precise. Prima di intervenire sui parametri dello slicer, verifica: il valore di E-steps o rotation distance dell'estrusore (la quantità di filamento effettivamente estrusa rispetto a quella comandata), la temperatura dell'hotend rispetto alle specifiche del filamento, lo stato del tubo PTFE e dell'accoppiatore, e l'eventuale usura dell'ingranaggio dell'estrusore. Un estrusore che slitta sul filamento produce sotto-estrusione intermittente spesso scambiata per un problema di temperatura o di slicer.
Ci sono 43 prodotti.