Grani
Grani (Viti Senza Testa) per Stampanti 3D, CNC e Automazione su DHM-online
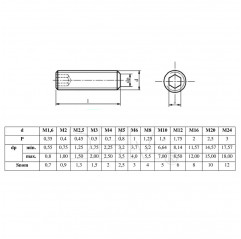
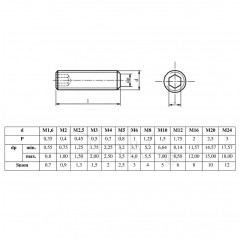
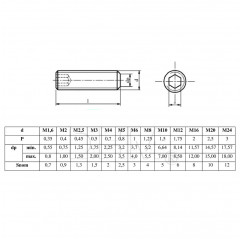
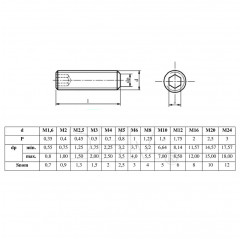
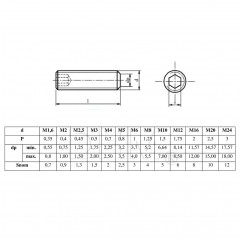
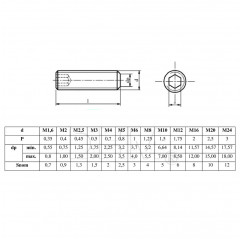
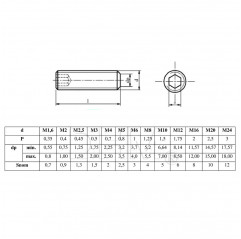
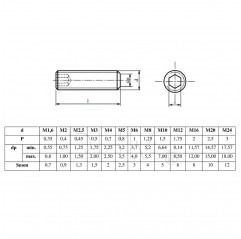
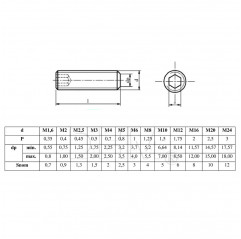
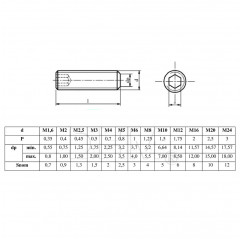
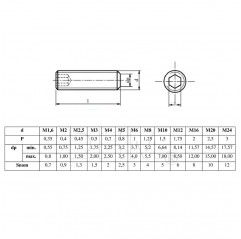
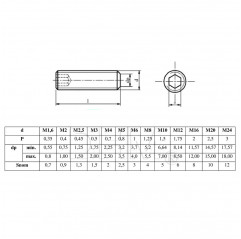
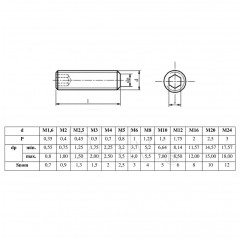
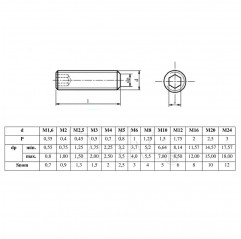
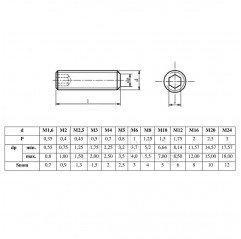
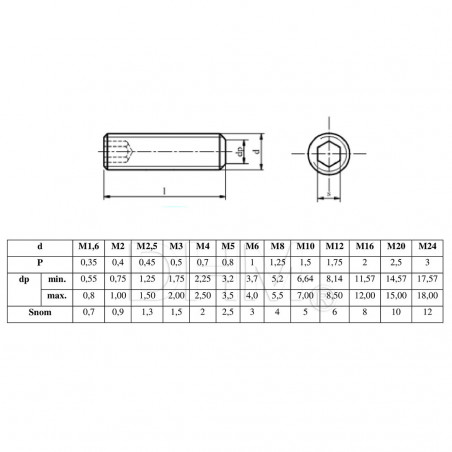
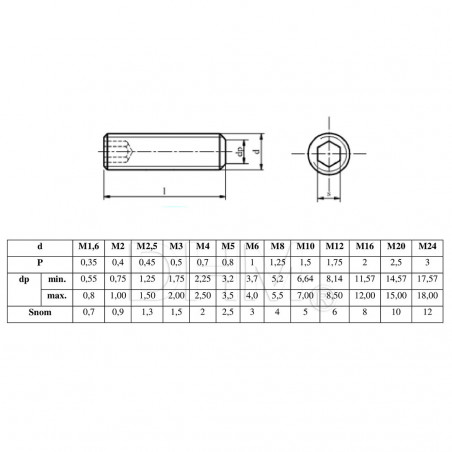
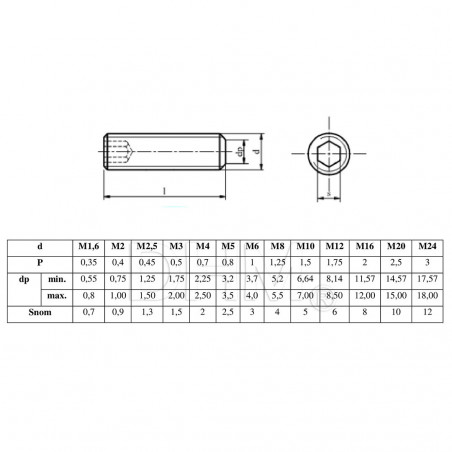
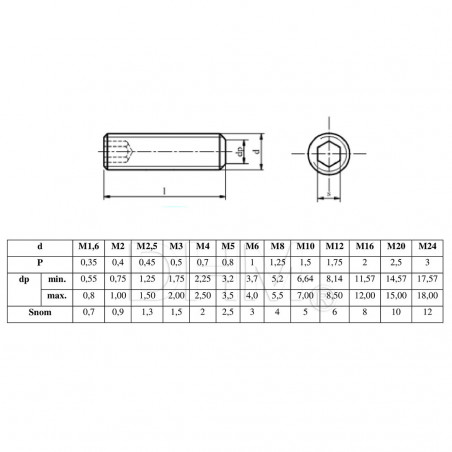
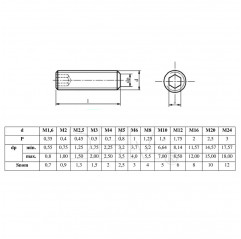
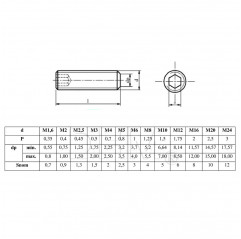
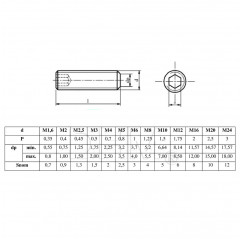
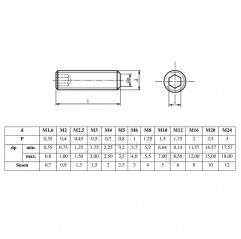
I grani – detti anche viti senza testa o set screw – sono viti filettate prive di testa progettate per inserirsi completamente in un foro filettato e bloccare un componente su un albero o in una sede. Su stampanti 3D, un grano allentato su una puleggia GT2 è la causa più comune di layer shifting: la puleggia scivola sull'albero motore di pochi gradi ad ogni cambio di direzione rapido, accumulando errori di posizionamento che si manifestano come spostamenti dei layer e imprecisioni dimensionali crescenti. Su CNC, un grano allentato su un giunto o su una puleggia dentata produce perdita di passi che compromette la precisione della lavorazione.
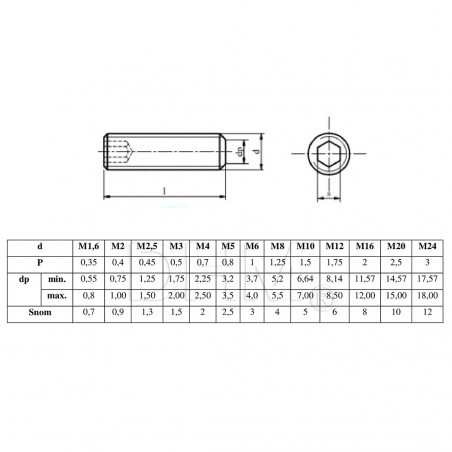
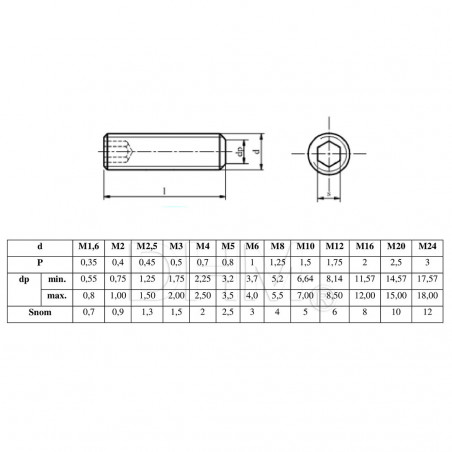
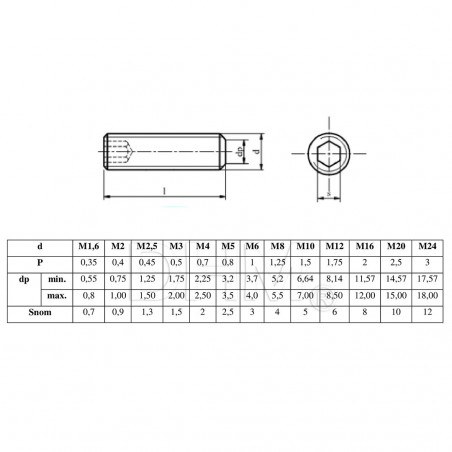
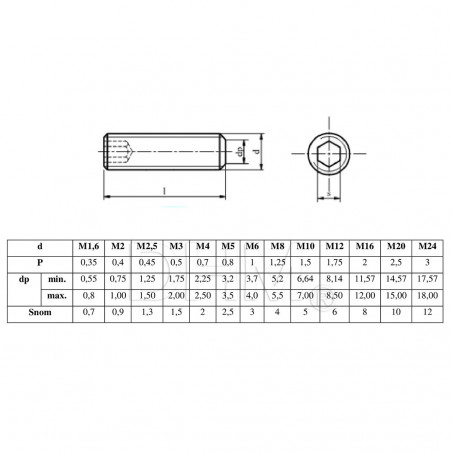
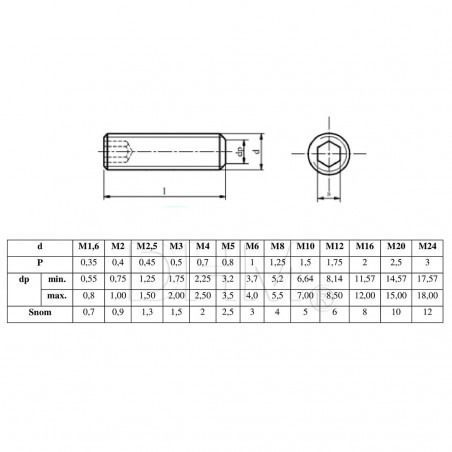
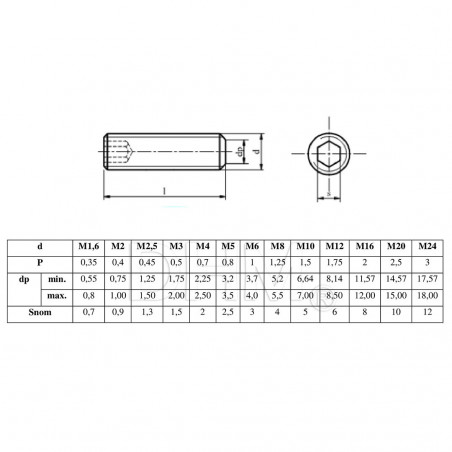
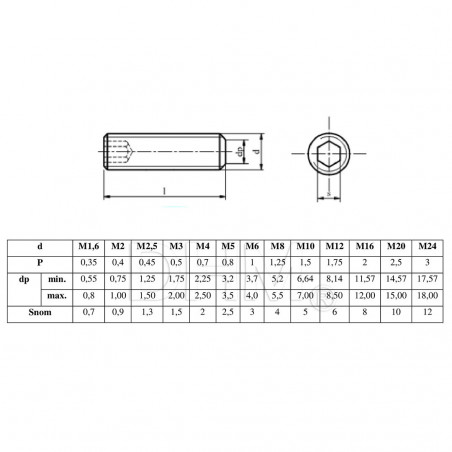
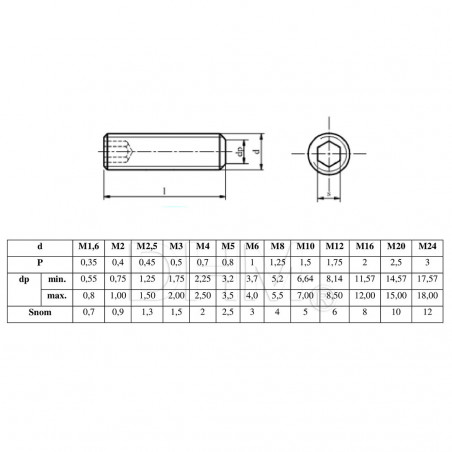
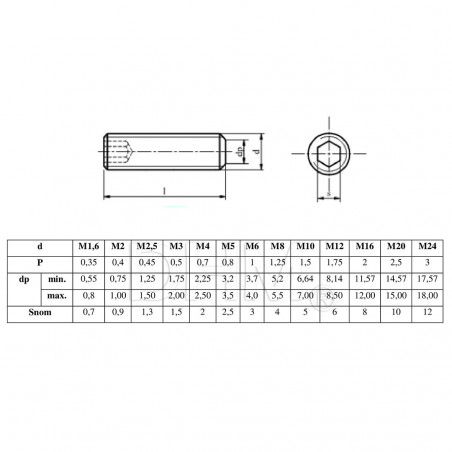
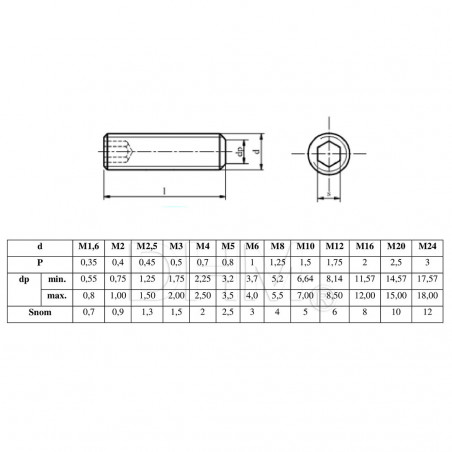
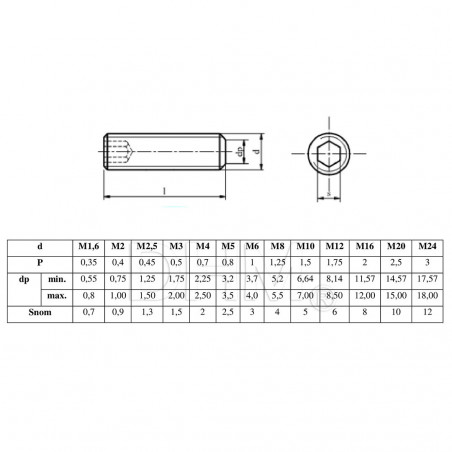
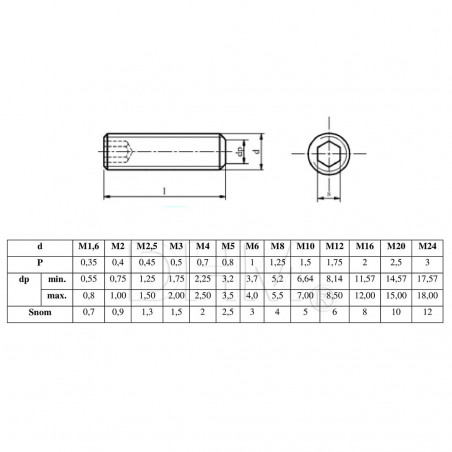
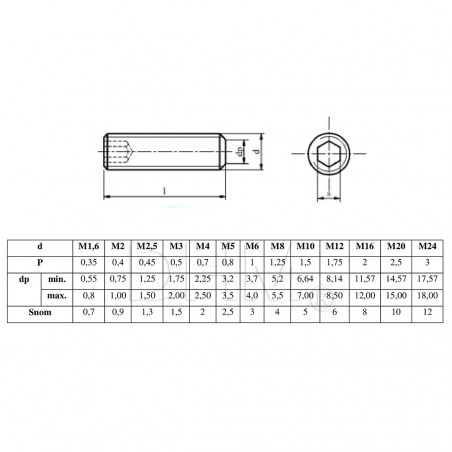
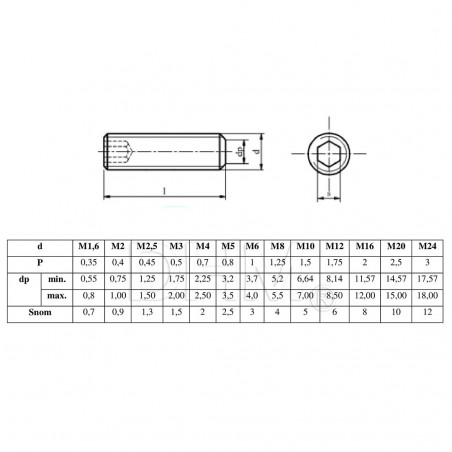
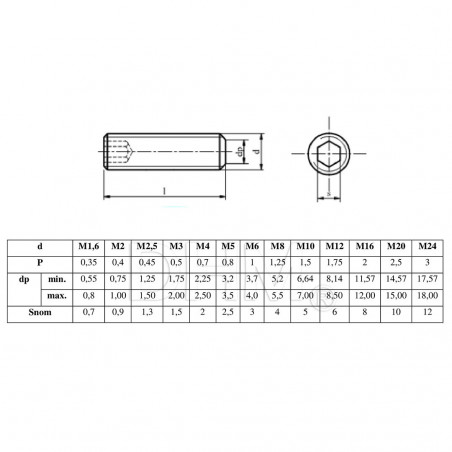
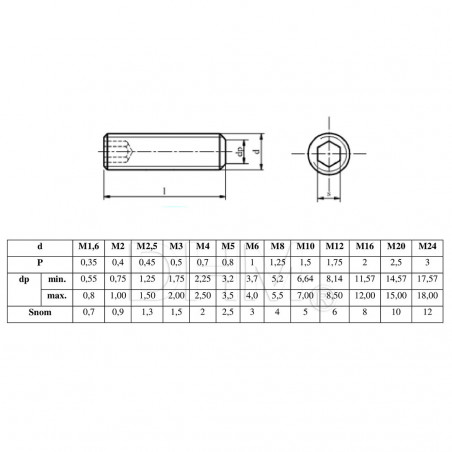
Su DHM-online trovi grani in acciaio zincato 45H e acciaio inox A2, misure M2, M3, M4, M5, con punte a coppa, piana, conica e cilindrica, per tutte le applicazioni di bloccaggio su alberi motore, giunti, pulegge e trasmissioni di stampanti 3D, CNC e sistemi robotici.
Tipi di punta dei grani e applicazioni specifiche
La forma della punta determina il tipo di presa sull'albero e la reversibilità del fissaggio. Scegliere il tipo sbagliato può danneggiare permanentemente l'albero o produrre un bloccaggio insufficiente.
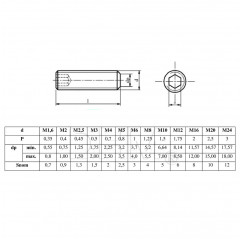
- Punta a coppa (ISO 4029) – la più usata nella stampa 3D; il bordo tagliente anulare morde l'albero creando un'impronta circolare che garantisce resistenza massima allo scivolamento rotazionale; ideale per pulegge GT2 su alberi NEMA 17 e giunti elastici; l'impronta lasciata sull'albero è visibile ma non strutturalmente dannosa.
- Punta piana (ISO 4026) – pressione uniforme sulla superficie dell'albero senza lasciarvi un'impronta tagliente; ideale per fissaggi che devono essere rimossi frequentemente o per alberi dove non è accettabile alcun segno superficiale.
- Punta conica (ISO 4027) – si inserisce in una svasatura sull'albero per un posizionamento permanente e preciso; anche usato come perno di centraggio in sede pre-esistente.
- Punta cilindrica (ISO 4028) – per alberi con foro o sede dedicata; il terminale cilindrico si inserisce nel foro garantendo bloccaggio assiale e radiale simultaneo.
Materiali disponibili per i grani
- Acciaio zincato 45H – durezza elevata che permette di serrare con coppie significative senza deformare la cava esagonale; il materiale standard per tutti i fissaggi di pulegge GT2, giunti e trasmissioni su stampanti 3D e CNC.
- Acciaio inox A2 – per ambienti umidi, corrosivi o dove la pulizia è un requisito primario; leggermente meno duro dello zincato 45H ma sufficiente per la maggior parte delle applicazioni standard.
Come evitare il layer shifting causato da grani allentati
Il layer shifting da grano allentato è uno dei guasti più comuni e difficili da diagnosticare sulle stampanti 3D: si manifesta come un graduale spostamento di layer che peggiora progressivamente durante la stampa.
Per prevenirlo:
- Usa frenafiletti di media forza (Loctite 243 o equivalente) sulla punta del grano prima del montaggio
- Se l'albero motore ha una faccia piana (D-shaft), orienta il grano sulla faccia piatta: la superficie di contatto piatta aumenta drasticamente la resistenza allo scivolamento rotazionale rispetto a un albero cilindrico liscio
- Usa grani con punta a coppa per la massima presa meccanica su alberi lisci senza D-shaft
- Verifica periodicamente tutti i grani delle pulegge degli assi X, Y e dell'estrusore durante la manutenzione ordinaria
Quale misura di grano serve per le pulegge GT2 su NEMA 17?
M3, lunghezza 3–4 mm, con punta a coppa o punta piana. È la misura standard su quasi tutte le pulegge GT2 per stampanti 3D con motori NEMA 17. Tieni sempre una scorta: sono il componente più frequentemente smarrito durante la manutenzione.
Come evito che i grani si allentino con le vibrazioni?
Frenafiletti di media forza sulla punta prima del montaggio, e D-shaft sull'albero motore se disponibile. La combinazione frenafiletti + D-shaft è quasi infallibile contro lo svitamento progressivo sotto vibrazioni continue.
Cosa faccio se la cava del grano è spanata?
Prova con una chiave Torx di misura leggermente superiore o usa un estrattore per viti. Per prevenirlo, usa sempre chiavi a brugola di qualità certificata e non superare la coppia di serraggio consigliata per la classe del materiale: i grani piccoli (M2, M3) si spanano facilmente con brugole consumate o con impronta non corrispondente.